
Rockit® 606 is an Iron (Fe) based hardfacing alloy produced by Hoganas. It is an Fe-Cr-V based alloy known for its high impact and abrasive wear resistance. The composition of this material is shown in the table below.
| Fe | C | Cr | V | Si | Others | |
|---|---|---|---|---|---|---|
| Rokit 606 | Bal | 2 | 5 | 6 | 0.9 | <4 |
Conventional tungsten carbide-based materials, such as the 60-40 WC/Ni-Cr-B-Si blend, derive their wear resistance from tungsten carbide particles, with the Ni-Cr-B-Si matrix serving as a binder for tungsten carbide particles. The matrix material typically has a hardness of around 40 HRC. However, due to its higher matrix hardness and the relatively large tungsten carbide particle size (~100 microns), these composites offer excellent wear resistance but suffer from low impact toughness.
In contrast, Rockit® 606 delivers both exceptional wear resistance and toughness. This is achieved through finely dispersed chromium and vanadium carbide precipitates that form under optimal laser processing conditions. Maximizing the performance of Rockit® 606 requires precise control of processing parameters. Synergy has extensive expertise in depositing Rockit® 606 on various mining and agricultural components, ensuring superior durability and longevity.
Properties of Laser Clad Rockit® 606
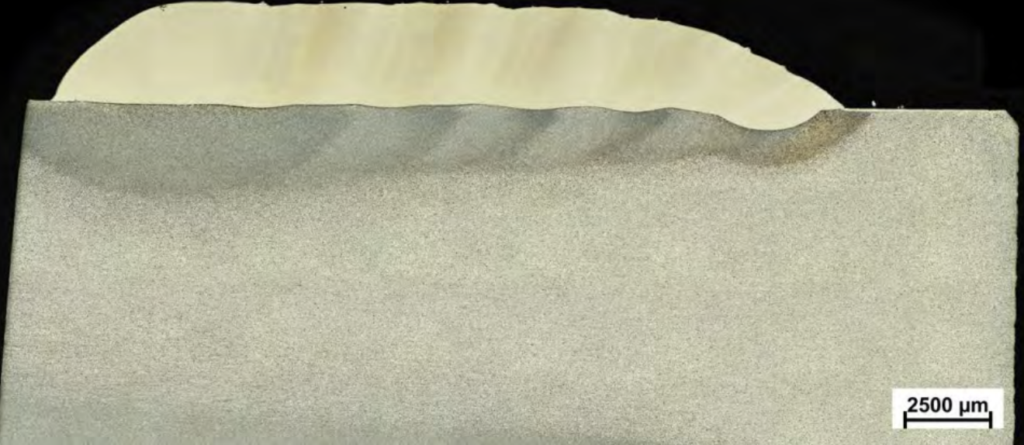
Picture 1: Rockit ® 606 deposited to a thickness of approximately 0.100” (2.5 mm) over low carbon steel substrate
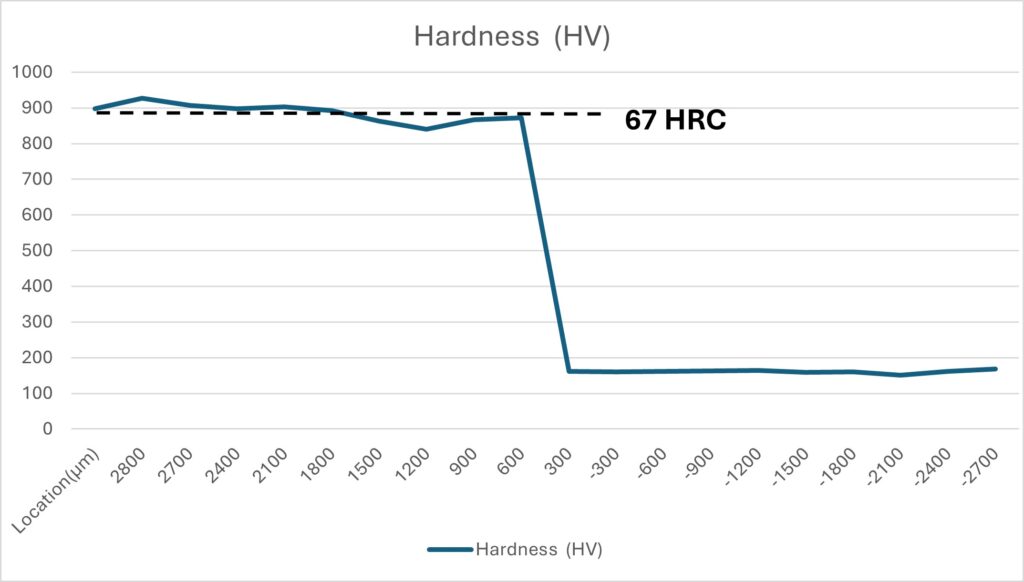
Picture 2: Hardness of the cross-section taken across the thickness.
Average Hardness: 67 HRC
Clad thickness: 0.100” (2.5 mm)
Benefits of Laser Cladding Rockit® 606
This alloy is specifically designed for deposition using PTA and Laser Cladding technologies. Compared to PTA, laser cladding offers two key advantages for Rockit® weld overlays. First, the focused laser heat results in a slightly higher hardness. Second, the lower heat input minimizes the Heat Affected Zone (HAZ), enhancing the substrate’s long-term fatigue performance and reducing the risk of stress-induced cracking.
Cost Considerations
Compared to the 60-40 WC/Ni-Cr-B material, Rockit® offers a more cost-effective solution, making it financially viable for various applications in mining and agriculture. With the advancements in high-power lasers, this material can be deposited using lasers up to 20kW or higher, utilizing large laser spot sizes up to 1” wide. This capability significantly enhances deposition efficiency, further reducing costs.

Picture 3: 1” (25 mm) wide hardfacing overlay on test components using Robotic Laser Cladding System developed by Synergy
Laser Cladding Solutions and Turnkey System Integration
Synergy provides laser cladding job shop services and machine integration solutions. With deep expertise in laser processes and metallurgy, we excel in tackling complex wear-related applications. In machine building, Synergy offers fully turnkey robotic laser cladding systems. Our strong process knowledge, combined with system integration expertise, enables us to support customers across the United States with application development, machine construction, and ongoing process support.