What is laser heat treatment?
Laser heat treatment is a process in which a laser beam (with a typical spot size between 0.5” x 0.5” and 2” x 2”) illuminates the surface of a metal part. Under proper process parameters, this raises the surface temperature of the metal above its metallurgical transformation temperature. When the laser heat source is removed, the thermal mass of the metal aids in rapid quenching, by removing the heat via conduction, resulting in increased hardness. Laser heat treatment is also referred to as Laser Hardening.
Benefits of Laser Heat Treatment:
Due to the nature of the laser energy source, Laser Heat Treatment delivers the smallest possible energy to the metal part. This results in minimal to zero distortion in most large sizes of automotive dies.
The benefits of laser heat treatment, when compared to conventional heat treatment techniques, such as induction heat treatment, furnace heat treatment, and flame hardening, include:
- Minimal to zero distortion;
- No hard milling required on large automotive dies; and
- Consistent hardness depth (since laser heat treatment is a feedback-controlled process).
Laser heat treatable materials:
Any steel with carbon content of 0.2% is heat treatable. Under proper operating conditions, the hardness of the laser heat treated dies is comparable to, or better than, the hardness achieved by the use of conventional techniques.
A few of the common laser heat treatable materials for automotive applications include:
- D6510 Ductile Iron
- S7140 Alloyed Steel
- G2500 Grey Cast Iron
- G25HP Grey Cast Iron
- G3500 Grey Iron
- D4512 Ductile Iron
- S0030 Non-Alloyed Steel
- S0050A Alloyed Steel
- A2 Tool Steel
- D2 Tool Steel
- S7 Tool Steel
- M2 Tool Steel
- 4140 Alloy Steel
- 410 Stainless Steel
- 420 Stainless Steel
Cost Savings
In the case of automotive dies, the cost savings that result from switching from conventional heat treating processes to laser heat treating are due to the elimination of the hard milling operations that are typically required following the use of those conventional processes.
During the process of manufacturing automotive stamping dies, the cast dies are first soft milled, intentionally leaving between 0.015” and 0.020” of extra stock material on the milled surfaces. This is done in order to account for any distortions that will result from the subsequent conventional heat treatment process. After heat treating, the dies are then hard milled back to tolerance and assembled. This hard milling operation is both time consuming and expensive.
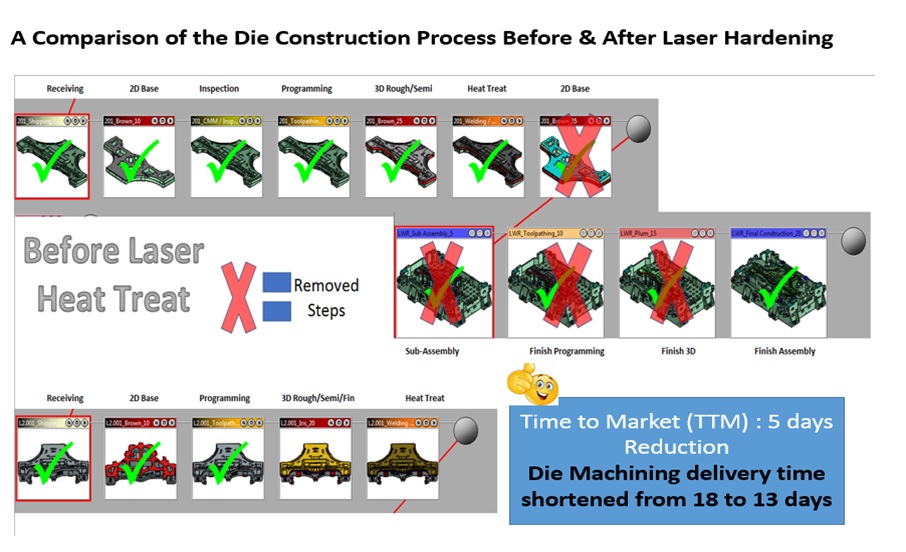
In the laser heat treating process, by contrast, dies are finish machined to final tolerance in the first step and then laser heat treated without distortion. No secondary hard milling operation is necessary. Substantial cost savings are obtained due to the elimination of the entire hard milling operation.

Picture courtesy: Autodie LLC
A detailed case study of laser hardening on Stamping dies conducted by Synergy’s customer over a period of 1 year demonstrated cost savings in excess of 25% when compared to conventional process of using Flame or Induction heat treating.